

|












| Quantity: | |
|---|---|
Speed
The prime function of Rotary Airlocks is to regulate the flow of dust, powder and granular products from one chamber to another whilst maintaining a good airlock.
It is popularly used in pneumatic conveying systems, both vacuum and pressure, together with cyclone and filter applications.
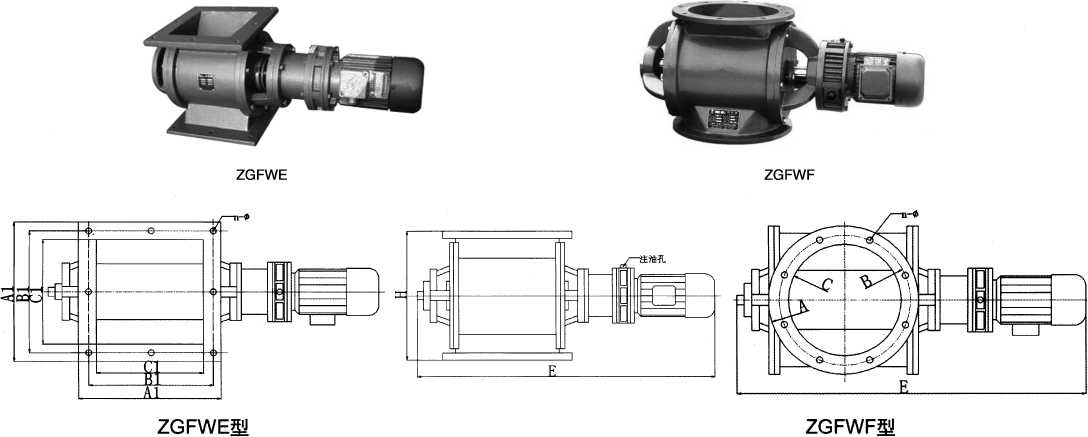
type |
Volume/rotation |
Power
|
Speed |
temperature |
weight |
Installation dimension |
||||||||
(KW) |
R/min |
(°C) |
Kg |
ΦA |
ΦB |
ΦC |
A1 |
B1 |
C1 |
H |
E |
n-Φ (mm) |
||
2type |
2L/T |
0.75 |
24 |
280 |
75 |
240 |
200 |
150 |
240x240 |
200 |
150x150 |
240 |
850 |
8-Φ11 |
4type |
4L/T |
0.75 |
24 |
280 |
105 |
280 |
240 |
180 |
270x270 |
230 |
180x180 |
280 |
900 |
8-Φ11 |
6type |
6L/T |
0.75 |
24 |
280 |
110 |
300 |
260 |
200 |
290x290 |
250 |
200x200 |
300 |
930 |
8-Φ11 |
8type |
8L/T |
0.75 |
24 |
280 |
125 |
320 |
280 |
220 |
310x310 |
270 |
220x220 |
320 |
950 |
8-Φ11 |
10type |
10L/T |
1.1 |
24 |
280 |
135 |
340 |
300 |
240 |
330x330 |
290 |
240x240 |
340 |
1000 |
8-Φ13 |
12type |
12L/T |
1.1 |
24 |
280 |
140 |
360 |
320 |
260 |
350x350 |
310 |
260x260 |
360 |
1030 |
8-Φ17 |
14type |
14L/T |
1.1 |
24 |
280 |
160 |
380 |
340 |
280 |
370x370 |
330 |
280x280 |
380 |
1050 |
8-Φ17 |
16type |
16L/T |
1.1 |
24 |
280 |
180 |
400 |
360 |
300 |
400x400 |
350 |
300x300 |
400 |
1080 |
8-Φ17 |
18type |
18L/R |
1.5 |
24 |
280 |
195 |
420 |
380 |
320 |
420x420 |
370 |
320x320 |
420 |
1100 |
8-Φ17 |
20type |
20L/T |
1.5 |
24 |
280 |
210 |
440 |
400 |
340 |
440x440 |
390 |
340x340 |
440 |
1150 |
8-Φ17 |
26type |
26L/T |
2.2 |
24 |
280 |
310 |
500 |
460 |
400 |
510x510 |
450 |
400x400 |
560 |
1300 |
12-Φ17 |
30type |
30L/T |
3 |
24 |
280 |
350 |
560 |
500 |
440 |
550x550 |
495 |
440x440 |
550 |
1350 |
12-Φ17 |
40type |
40L/T |
3 |
24 |
280 |
450 |
620 |
558 |
500 |
620x620 |
558 |
500x500 |
620 |
1500 |
12-Φ17 |
50type |
50L/T |
3 |
24 |
280 |
500 |
650 |
600 |
540 |
650x650 |
600 |
540x540 |
650 |
1600 |
12-Φ17 |
Sanitary Rotary Airlock Advantage
Its modular design makes it an easy-clean valve, aimed specifically at the food, chemical and pharmaceutical industries, where cleanliness, both internally and externally, must be to a high standard.
Self centering rotor and rail design for quick reassembly to maximize uptime
Rail design protects against dropping of the rotor in awkward locations
Quick and easy disassembly for inspection and clearing of jams or plugging
Available in sizes from 6 inch through 12 inch
CNC machined components for precision clearances
Direct drive design which allows for fewer moving parts and no pinch points
Self-adjusting packing glands for continued packing pressure
Standard eight vane beveled tip design which provides relief so the rotor can travel smoothly through material
Rail design has 3X load capacity vs. competition























